This paper introduces the operation process of manual bolting of valve bolt assembly and the status quo of product connection reliability and production efficiency. The limitations of the manual tightening bolt process and the development trend of the bolt automatic tightening technology are analyzed. The idea of ​​introducing the bolt automatic tightening technology into the tightening process of the valve bolt is put forward. On this basis, a single-axis automatic tightening device is applied to carry out the process test, and the application of the multi-axis synchronous tightening technology of the bolt set in the valve product assembly is feasible. Sexual discussion.
1 Overview
Bolted connections are the most important connection in valve products. In the fields of natural gas, nuclear power, etc., valve products are mostly in the form of ring bolts. The connection reliability has a direct impact on the product's tightness and design performance. Once the connection fails, serious consequences will result. For example, LNG valve bolting failures are highly likely to cause natural gas leakage, which may cause fires and explosions. In the valve product design process, the tightening process is usually restrained by the simple torque method or the torque + angle method to ensure the connection reliability. In the manufacturing process, the vacuum technology network (http://) found that the manual tightening method is currently widely used, that is, manual assembly using tools such as dial wrenches, fixed torque wrenches or anglers, connection reliability and production. Less efficient. In this paper, the bolt automatic tightening technology is introduced into the valve bolt tightening process, and the limitations of the traditional manual tightening process are analyzed. The development of the bolt automatic tightening technology is summarized. On this basis, a single-axis automatic tightening device is applied to carry out the process test. The feasibility of multi-axis synchronous tightening technology of bolt sets was discussed.
2. Analysis of manual tightening process of valve bolts
2.1, valve bolt connection characteristics
The basic purpose of the bolted connection is to use the threaded fasteners to securely connect the joints together, and the fact that the assembly is tightened is to control the axial preload of the bolts to an appropriate range. In the valve products, the bolt connection has many bolts, high reliability requirements and more than 90% of the bolts are in the form of ring bolts. Taking a valve product as an example, each valve includes five flanges, an inlet flange, an outlet flange, an open cavity actuator, a closed chamber actuator and a top flange. Each flange is composed of 6 to 20 The ring-shaped stud bolts are assembled, and the total number of bolts is more than 60. Reasonable and uniform pre-tightening force plays an important role in the internal stress of the flange joint. Under high-frequency vibration conditions, excessive internal stress may become a hidden danger of cracks in the connecting parts. The danger of sliding or even tripping under vibration conditions directly affects the sealing effect. Therefore, it is necessary to ensure that the applied torque and angle meet the design requirements during the assembly process.
2.2, manual valve bolt tightening process and limitations
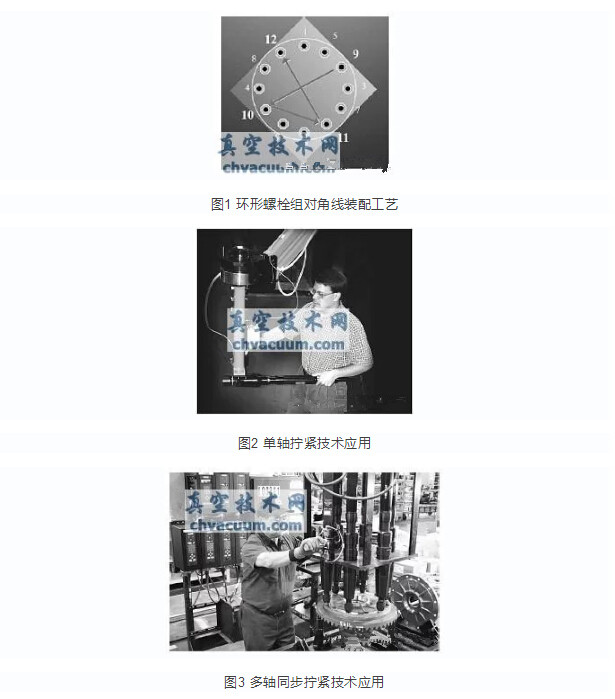
At present, domestic valve manufacturers generally use manual tightening. For the ring bolt group, in addition to the tightening quality of the single bolt, the tightening sequence between the bolts has an important influence on the uniform distribution of the axial preload force. Different tightening sequences will cause the order of the internal stress of the bolt to change, resulting in the same Torque produces different tightening forces. In the manual tightening mode, the diagonal assembly mode as shown in Fig. 2 is currently generally employed.
It should be noted that even in the diagonal assembly mode, since the tightening process between the bolts has mutual influence, in order to ensure uniform torque applied to each bolt, a three-step tightening strategy is usually adopted, that is, the first step is pre-tightening (application is very Small torque), step 2 applies the torque required by the design, and step 3 repeats the torque value required by the design. Due to a variety of factors, the manual tightening process has certain limitations.
(1) The torque application accuracy is low. On the one hand, when using a dial wrench, it relies mainly on visual readings, and there is a certain error. On the other hand, the tightening speed cannot be kept uniform, which causes a difference in the dynamic friction torque and affects the assembly accuracy.
(2) Low production efficiency and high labor intensity. The entire tightening process relies entirely on manual tools. Due to the interference of the bolts in position, the operation of the torque wrench requires constant conversion work, low production efficiency, high labor intensity, and the problem in assembling large valves (high torque requirements). Especially outstanding.
(3) It is easy to produce flange warpage and affect sealing. In the diagonal assembly mode, since the tightening force is applied successively at both ends of the diagonal line, it is easy to cause high and low warpage at both ends of the flange, causing valve leakage.
(4) When there are many points of applied moments, it is easy to cause repeated application of torque or leakage of applied torque.
(5) The degree of digitization is poor and automatic recording is not supported. Every time an operator completes a job, it needs to record the completion status and data to the paper quality control card, which has low production efficiency and opaque work process.
3, bolt automatic tightening technology
The bolt automatic tightening technology is a mechatronics technology integrating mechanical transmission, electric drive, electronic technology and automatic detection. The final product of its technical development is the bolt automatic tightening machine. At present, bolt automatic tightening technology has been widely used in automotive assembly, electronic product assembly and other industries. At present, foreign countries have started the bolt tightening technology earlier, and the theoretical technology is becoming more mature. Companies with high market share include Sweden ATLAS, Germany BOSCH, US STANLY, INGERSOLL-RAND, Ingersoll Rand INSIGHT, Japan DDK, ESTIC and Korea SETECH. At present, electric tightening machines have been widely used in the domestic and international automotive industry. Figures 2 and 3 show examples of application of single-axis and multi-axis tightening techniques, respectively.
Domestic research on bolt tightening technology is still in the research stage. In recent years, some domestic companies have mastered the key technologies of international advanced tightening equipment manufacturing through technical exchanges and cooperation. For example, the Dalian Machine Tool Research Institute cooperated with the Swedish company ATLAS to develop an automatic tightening machine for the cylinder head, main bearing cover, connecting rod and flywheel for the Jiangxi Isuzu Automobile Factory. Shandong Assembly Technology Co., Ltd. has successfully developed a multi-axis thread assembly series tool, which includes three series of 14 specifications, rated torque of 5 ~ 3500N · m, up to 40 tightening shaft work. Dalian University of Technology Wang Chunhua designed a multi-station electric bolt tightening machine control system based on industrial computer. It was successfully applied to the gearbox factory of Changchun FAW Group. The measured working beat was less than 30s, the torque control accuracy was less than 3%, and the corner control precision was less than 0.1. °.
4. Assembly process of valve bolt group based on bolt automatic tightening technology
4.1. Bolt tightening process test of single-axis automatic tightening equipment
Select a bolt automatic tightening machine to test the tightening process of the bolt set of a valve inlet flange. The bolt set contains 10 bolts, the design torque requirement is 151 N·m, and the range of the automatic tightening machine is 7~. 23N·m. Use the same diagonal assembly mode and three-step tightening strategy as the manual tightening process, step 1 to 2N·m, step 2 to 15N·m, step 3 to 15N·m, 3 steps The automatic tightening machine speed is maintained at 600r/m. The tightening operation flow and parameters are set in advance by the management system. The operation only needs to be tightened in turn. After the tightening is completed, the effect of the applied torque is checked with a digital torque wrench.
The results of the process test are shown in Figures 4 and 5. Compared with manual tightening, the automatic tightening method has certain technical advantages.

(1) The torque application accuracy is high. In the manual tightening mode, there are two bolts that exceed the torque tolerance range, and the tightening accuracy is only 11.2%. The main cause of this problem is the influence of human factors. In the automatic tightening mode, the ATC characteristics of the automatic tightening machine play a good role, eliminating the influence of other factors, the tightening precision reaches 3%, and all bolt torques meet the design requirements. In addition, the standard deviation of the two sets of test data is S auto = 0.09
(2) The production efficiency is significantly improved. It takes about 22 minutes to tighten the 10 bolts manually, and in the automatic tightening mode, the time is shortened to 1 min, and the production efficiency is increased by more than 20 times. When the design torque value of the bolt is increased, the advantage of the automatic tightening process in production efficiency will be more obvious.
(3) It has better automatic error protection and digital processing functions. The entire assembly process is carried out according to a preset program flow. Once the leaking or repeated tightening problems occur, the alarm will be issued in time to avoid artificial low-level accidents. In addition, all actual tightening torque values ​​can be automatically recorded and stored. At the same time, the system's own analysis software can perform statistical analysis on the whole process of tightening, and all data can be imported into the computer system connected to the industrial computer. The whole process is reliable and the process is transparent.
4.2. Multi-axis synchronous automatic tightening technology for valve bolt group
It can be seen from the analysis results that the application of the single-axis automatic tightening technology can greatly improve the assembly precision and efficiency of the bolt. A plurality of single-axis automatic tightening tools are connected in parallel, which constitutes a multi-axis synchronous tightening device. Multi-axis synchronous tightening technology has more technical advantages than single-axis tightening technology.
(1) Flange bolts are tightened synchronously to better avoid flange warpage.
(2) The production efficiency can be multiplied by a multiple equal to the number of tightening tools included.
(3) The mutual influence of the tightening process between the bolts can be further reduced, and the assembly precision can be improved.
Multi-axis synchronous tightening technology has been well applied in the field of automotive engine and wheel assembly. Compared with other industries such as automobiles, valve products have their own characteristics. If there are many flange specifications, the diameters of the bolt groups are different, ranging from 30 to 500 mm, and the number of bolts is also different, mainly concentrated in 4, 6, 8, 10, 12, 16, 20, 24 and so on. In addition, valves are usually small in size and most have a diameter in the range of 120 mm.
Therefore, the valve product synchronous tightening and tightening technology needs to meet some special requirements.
(1) It has high flexibility (variable operating diameter) to meet the needs of bolt sets of different diameters.
(2) Considering that the number of bolts in the bolt set is large, and the cost of the automatic tightening machine is high, it is usually impossible to fully synchronize the screw in the actual production process. It is recommended to replace it with a partial synchronous tightening method, for example, a 3-axis and a The combination of 4-axis tightening devices meets the assembly process for most valve bolt sets.
(3) On the basis of satisfying the torque application range, try to select the automatic tightening tool with smaller diameter to avoid interference when facing the bolt set with smaller diameter.
At present, most of the enterprise's bolt automatic tightening machines support multi-axis parallel working mode, that is, the electric control box group uses one of the electric control boxes as the main machine to connect in parallel, realizing the synchronous control and operation of multiple tightening machines. Therefore, the valve bolt multi-axis synchronous tightening device should be designed to achieve a flexible tightening machine fastening tooling. One possible way is to design a position adjustment screw to adjust the diameter of the tightening unit to ensure that the diameter of the tightening unit can be adjusted freely within a certain range.
5 Conclusion
Through the preliminary exploration of the application of bolt automatic tightening technology in the assembly process of valve products, the test proves that the application of single-axis automatic tightening technology can significantly improve the reliability and assembly efficiency of the valve bolt tightening process, and has better automatic error prevention function. And digital processing capabilities. Multi-axis synchronous tightening technology can avoid flange warpage on the basis of single-axis tightening technology, double the bolt tightening efficiency, and reduce the mutual influence during the tightening process between bolts. It is an inevitable trend in the development of bolt tightening technology for valve products. Therefore, on the basis of the development of multi-axis synchronous tightening device, the multi-axis tightening process of valve bolts should be further studied to improve the reliability and production efficiency of valve assembly.
Bicycle Light,Led Bike Lamp,Bike Headlight,Smart Bike Lights
NINGBO ZHENGUO INTELLINGENT LIGHTING CO.,LTD , https://www.zguolight.com