4. Several main control methods for electric furnace
(1) Kilowatt hours (kW·h) power consumption control.
(2) Automatic oven. Compared with the electric furnace sintering of the microprocessor real-time control system, it is more intuitive, and the sintering temperature and time curve of the electric furnace can be edited and compared with the actual temperature curve. At the end of the electric furnace sintering process, the control system updates the refractory statistics, including the date of the lining.
(3) Automatic cold start.
(4) Automatic melting. Its main screen is shown in Figure 5.
Now we are talking about automatic smelting, not really "automatic smelting", diagnosis - because there is no continuous contact type molten iron temperature measuring device so far, it has been smashed from the control technology - it has achieved automatic smelting Ability. Therefore, the melting process is now decomposed into several stages, and the heating parameter is set in each stage. According to the weight and the required temperature, the amount of electric energy needs to be calculated. After the set temperature, the operator is prompted to send a message. Reduce the power of the power supply to the insulation power to avoid overheating of the molten iron in the electric furnace. The melting process of the normal automatic melting control mode is shown in Figure 6.

Figure 5 automatic melting main screen
Parameters that need to be input in the system: charge warning temperature set point; to insulation power temperature set point; sampling temperature set point; pouring temperature set point; electric furnace first charge minimum weight; electric furnace full furnace charge Minimum weight, etc.

Figure 6 Melting process operation decomposition
After charging the electric furnace to the lowest weight of the first charge, as the power is applied to the furnace, the temperature in the molten pool will rise. If the temperature exceeds the charge warning temperature set point, the melt management system will give the operator a warning that the operator should quickly add metal to the weld pool or the next set point will be reached.
The melt management system keeps track of the holding power temperature set point. If the bath temperature rises above the set point, the intermediate frequency power will be automatically reduced to the holding power and will remain at that level until there is enough metal The furnace is added to make the calculated bath temperature below the set point. When the bath temperature drops below the set point, the IF power will return to full power. Each time the furnace operator continues to add charge to the furnace, the melt management system repeats the process until the pool weight exceeds the minimum full weight.
When the weight of the molten pool exceeds the minimum full weight, the system ignores the setting of the charging warning temperature and the holding power temperature and operates at full power until the sampling temperature set point is reached. When the bath temperature is above the sampling temperature set point, the control system again reduces the intermediate frequency power to the holding power level to maintain the bath temperature.
During the holding power, the operator can perform various operations on the molten pool, such as removing slag, measuring temperature, chemically analyzing the sample, and obtaining direct molten iron temperature readings. The melt management system will replace the measured bath temperature on the screen with the measured actual temperature of the sample, the temperature information will be immediately transferred to the computer, and the computer program will update the temperature calculation based on the sample temperature. If the sample is the first sample of the heat, when the calculated temperature differs greatly from the actual temperature obtained, the system will automatically adjust and correct the error, so the calculated temperature of the weld pool from this temperature point should be more accurate than before. .
At this point, the operator can give the intermediate frequency power supply a warming signal, and the system raises the molten pool temperature to the pouring temperature set point. When the bath temperature reaches the pouring temperature set point, the system will again reduce the intermediate frequency power supply to the holding power level. The furnace operator then pours out the desired molten metal, which ends the process of automatic melting of the heat.
5. Various statistical reports
(1) Calculating the charge and elemental additives Provides the furnace operator with a means to calculate the cost-benefit combination of charge and elemental additives to meet the alloy composition required for a single heat.
(2) Statistical record report The operator can generate reports in the order of days and heats, mainly including daily heat record, cooling water temperature discharge report, detailed heat data (see Figure 7) and sintering report.
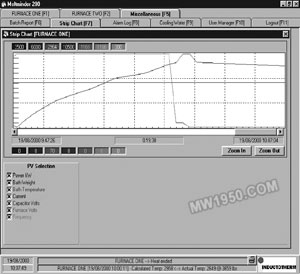
Figure 7 electrical parameter curve report
Fourth, the conclusion
The modern induction melting furnace real-time control system not only focuses on the control and management of the medium frequency power supply and the electric furnace itself, but also needs to manage the equipment closely related to the electric furnace, such as real-time monitoring of some equipment such as batching feeding system, electric furnace and molding line. And management to generate various melting furnace times and reports for each time period; calculation management of additional materials; receiving spectral analysis data of each molten iron composition, and recording in the corresponding report. At the same time, the communication port is reserved for the needs of the foundry to manage the computer, and the data is read from the induction melting furnace real-time control system, so that the computer can realize real-time control of the entire foundry.
Previous page
Guangdong Smart Street Lighting Co., Ltd , https://www.fldlight.com