The guide wheel forgings agreed by Chongqing Lifan Group Technology Center and the customer are shown in Figure 1. The material is 20Cr Mo and the shape is special. To forge three notches with a mold, the equipment is required to have a large tonnage and must be trimmed. After analysis, we used the air hammer to extrude the billet, and the forming boring tool engraved three notches, and achieved satisfactory results.
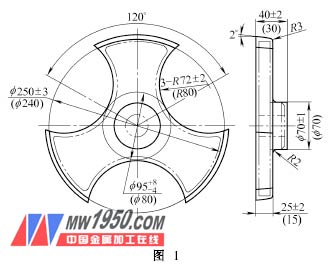
1. Process (1) The size of the blank is 100mm × 178mm, the weight is 11kg, and the equipment is G72.
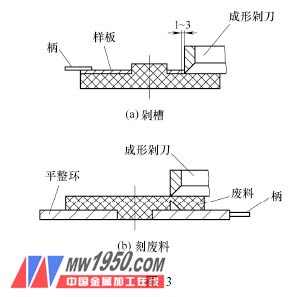
(2) Deformation process (see Figure 2) Pre-printing the squeezing positioning bosses → squeezing the slabs → squeezing three notches → leveling. The heating equipment uses a 0.55 m 2 reverberatory furnace, and the deformation equipment is C41-750, which is completed by a fire.

2. Operating instructions
(1) The notch 1 is positioned with a sample and cut in by a forming trowel. In the second and third places, care must be taken to correct the position of the template to prevent misuse. There should be a gap of 1 to 3 mm between the file and the template (see Figure 3a) to protect the template. Every time you hit the last 1~2 hammer, you must tap it to avoid smashing the sickle. After the three places are finished, the forgings are turned over and flattened on the ring to scrape the waste. The curved engraved stick can be replaced by a trowel, and the position of the boring tool must be aligned with the groove that has been smashed (see Figure 3b).
(2) After the end face of the forging piece is finished, let the forging piece remain on the flat ring, then the end face can be flattened, and the hammer should be lightly tapped and leveled.
Next page
Concealed Faucet,Concealed Kitchen Tap,Jaquar Concealed Tap,Concealed Sink Taps
WENZHOU HUAGUAN SANITARY WARE CO,.LTD , https://www.wzhuaguan.com